Update Time!
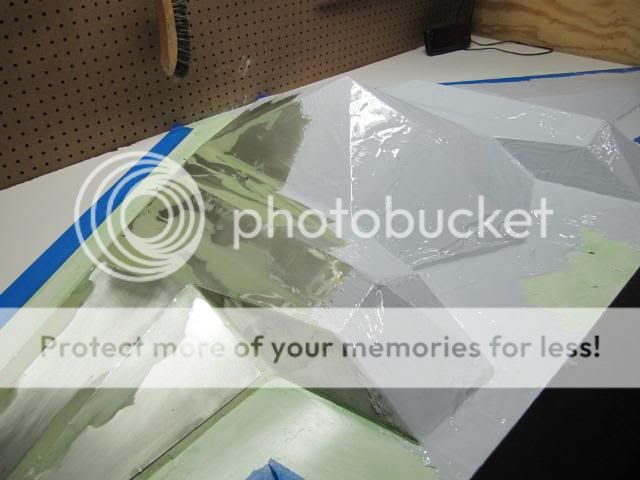
I started on the bottom of the entire assembly this weekend.

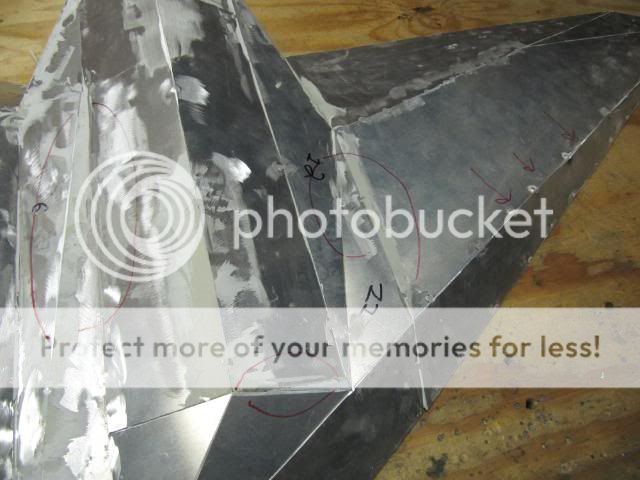
The bottom turns out to be a little more tricky than the top due to the mounting of the power supply. I already stated that I didnt like my initial render, so I re-designed the render this morning and went work on carving out the pieces for the main compartment.


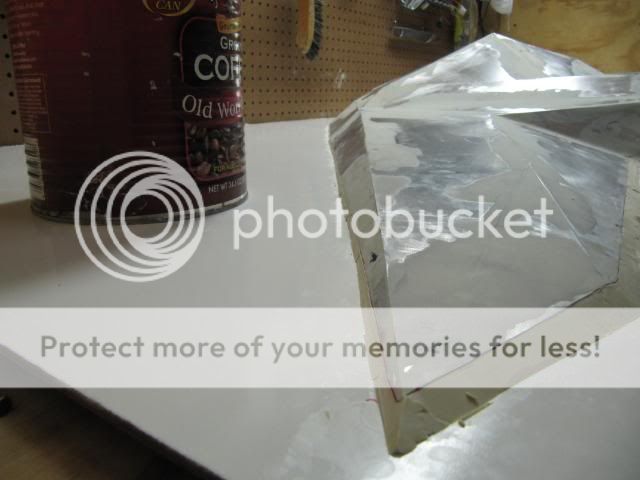
The front.



The power supply will pull the air in from vents, with those locations still to be determined, but the main fan will exhaust air straight out the bottom, as pictured.

The pump is probably going to be located in the front section there. Lets you all see the room and clearance I will have to work with and it all looks good.


The power supply will be mounted in its current orientation. SR-X will be able to hold a 1200W power supply if needed, though, I dont think so, I over design at times.





This work went fairly fast. I still have to go back and create two bulkheads that will hold the power supply in place and add support structure to the cover. I believe that I will do small angled brackets on the main frame pieces to hold the cover in this section.
The optical device will also be located in the rear bottom of the case. I'm goin to try a slot-loading drive this time around. Will give a cleaner look.
That's all for now.
I started on the bottom of the entire assembly this weekend.
The bottom turns out to be a little more tricky than the top due to the mounting of the power supply. I already stated that I didnt like my initial render, so I re-designed the render this morning and went work on carving out the pieces for the main compartment.
The front.
The power supply will pull the air in from vents, with those locations still to be determined, but the main fan will exhaust air straight out the bottom, as pictured.
The pump is probably going to be located in the front section there. Lets you all see the room and clearance I will have to work with and it all looks good.
The power supply will be mounted in its current orientation. SR-X will be able to hold a 1200W power supply if needed, though, I dont think so, I over design at times.
This work went fairly fast. I still have to go back and create two bulkheads that will hold the power supply in place and add support structure to the cover. I believe that I will do small angled brackets on the main frame pieces to hold the cover in this section.
The optical device will also be located in the rear bottom of the case. I'm goin to try a slot-loading drive this time around. Will give a cleaner look.
That's all for now.



















































































































































")